




HD20 ಹೆಚ್ಚಿನ ನಿಖರತೆಯ ಆಪ್ಟಿಕಲ್ ಲೀನಿಯರ್ ಎನ್ಕೋಡರ್ಗಳು
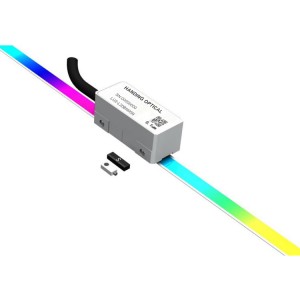
1. ಉತ್ಪನ್ನದ ಅವಲೋಕನ
ಉಕ್ಕಿನ ಬೆಲ್ಟ್ ಗ್ರ್ಯಾಟಿಂಗ್ ಒಂದುನಿಖರ ಅಳತೆ ಉಪಕರಣವಿವಿಧ ಕೈಗಾರಿಕೆಗಳಲ್ಲಿ ರೇಖೀಯ ಮತ್ತು ಕೋನೀಯ ಸ್ಥಾನೀಕರಣ ಅನ್ವಯಿಕೆಗಳಿಗಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ. ಇದು ಹೆಚ್ಚಿನ ನಿಖರತೆ ಮತ್ತು ದೀರ್ಘಕಾಲೀನ ವಿಶ್ವಾಸಾರ್ಹತೆಗಾಗಿ ಸುಧಾರಿತ ಆಪ್ಟಿಕಲ್ ತಂತ್ರಜ್ಞಾನದೊಂದಿಗೆ ದೃಢವಾದ ನಿರ್ಮಾಣವನ್ನು ಸಂಯೋಜಿಸುತ್ತದೆ.
2. ಪ್ರಮುಖ ಲಕ್ಷಣಗಳು
ಅತ್ಯುತ್ತಮ ಪುನರಾವರ್ತನೀಯತೆಯೊಂದಿಗೆ ಹೆಚ್ಚಿನ ಅಳತೆ ನಿಖರತೆ.
ಬಾಳಿಕೆ ಬರುವ ಮತ್ತು ಕಠಿಣ ಕೈಗಾರಿಕಾ ಪರಿಸರಗಳಿಗೆ ನಿರೋಧಕ.
ಯಾಂತ್ರೀಕೃತಗೊಂಡ ಮತ್ತು ನಿಯಂತ್ರಣ ವ್ಯವಸ್ಥೆಗಳೊಂದಿಗೆ ಏಕೀಕರಣವನ್ನು ಬೆಂಬಲಿಸುತ್ತದೆ.
ವೆಚ್ಚ-ಪರಿಣಾಮಕಾರಿತ್ವಕ್ಕಾಗಿ ಕಡಿಮೆ ನಿರ್ವಹಣೆಯ ವಿನ್ಯಾಸ
3. ತಾಂತ್ರಿಕ ವಿಶೇಷಣಗಳು
ವಸ್ತು:ಹೆಚ್ಚಿನ ಸಾಮರ್ಥ್ಯದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್.
ನಿಖರತೆಯ ದರ್ಜೆ:±3 µm/m ಅಥವಾ ±5 µm/m (ಮಾದರಿಯನ್ನು ಅವಲಂಬಿಸಿ).
ಗರಿಷ್ಠ ಉದ್ದ:50 ಮೀಟರ್ಗಳವರೆಗೆ (ಅವಶ್ಯಕತೆಗಳ ಆಧಾರದ ಮೇಲೆ ಗ್ರಾಹಕೀಯಗೊಳಿಸಬಹುದು).
ಅಗಲ:10 ಮಿಮೀ ನಿಂದ 20 ಮಿಮೀ (ನಿರ್ದಿಷ್ಟ ಮಾದರಿಗಳು ಬದಲಾಗಬಹುದು).
ರೆಸಲ್ಯೂಷನ್:ಹೊಂದಾಣಿಕೆಯಾಗುತ್ತದೆಹೆಚ್ಚಿನ ನಿಖರತೆಯ ಆಪ್ಟಿಕಲ್ ಸಂವೇದಕಗಳು(ಸಿಸ್ಟಮ್ ಕಾನ್ಫಿಗರೇಶನ್ ಅನ್ನು ಅವಲಂಬಿಸಿ 0.01 µm ವರೆಗೆ).
ಕಾರ್ಯಾಚರಣಾ ತಾಪಮಾನ ಶ್ರೇಣಿ:-10°C ನಿಂದ 50°C.
ಶೇಖರಣಾ ತಾಪಮಾನ ಶ್ರೇಣಿ:-20°C ನಿಂದ 70°C.
ಉಷ್ಣ ವಿಸ್ತರಣಾ ಗುಣಾಂಕ:10.5 × 10⁻⁶ /°C.
ಗಡಿಯಾರ ಆವರ್ತನ:20 ಮೆಗಾಹರ್ಟ್ಝ್
4. ಆಯಾಮ ರೇಖಾಚಿತ್ರ
ಉಕ್ಕಿನ ಬೆಲ್ಟ್ ಗ್ರ್ಯಾಟಿಂಗ್ನ ಆಯಾಮಗಳನ್ನು ತಾಂತ್ರಿಕ ರೇಖಾಚಿತ್ರದಲ್ಲಿ ವಿವರಿಸಲಾಗಿದೆ, ಅದು ಈ ಕೆಳಗಿನವುಗಳನ್ನು ನಿರ್ದಿಷ್ಟಪಡಿಸುತ್ತದೆ:
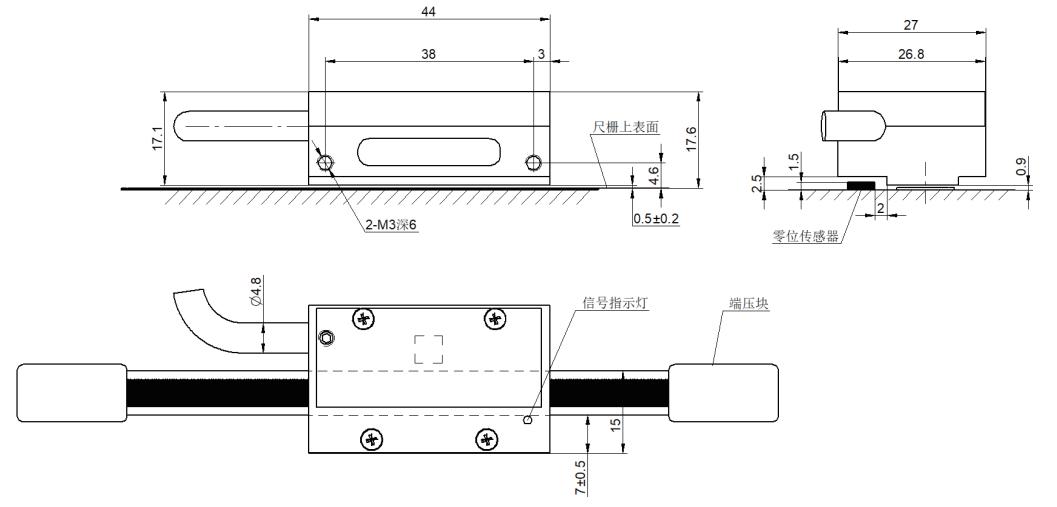
ತುರಿಯುವ ದೇಹ:ಮಾದರಿಯನ್ನು ಆಧರಿಸಿ ಉದ್ದ ಬದಲಾಗುತ್ತದೆ (50 ಮೀಟರ್ ವರೆಗೆ); ಅಗಲ 10 ಮಿಮೀ ಮತ್ತು 20 ಮಿಮೀ ನಡುವೆ ಇರುತ್ತದೆ.
ಆರೋಹಿಸುವಾಗ ರಂಧ್ರ ಸ್ಥಾನಗಳು:ಸುರಕ್ಷಿತ ಮತ್ತು ಸ್ಥಿರವಾದ ಸ್ಥಾಪನೆಗಾಗಿ ನಿಖರವಾಗಿ ಜೋಡಿಸಲಾಗಿದೆ.
ದಪ್ಪ:ಮಾದರಿಯನ್ನು ಅವಲಂಬಿಸಿ ಸಾಮಾನ್ಯವಾಗಿ 0.2 ಮಿಮೀ ನಿಂದ 0.3 ಮಿಮೀ.
5. D-SUB ಕನೆಕ್ಟರ್ ವಿವರಗಳು
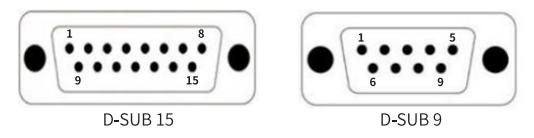
ಪಿನ್ ಕಾನ್ಫಿಗರೇಶನ್:
ಪಿನ್ 1: ವಿದ್ಯುತ್ ಸರಬರಾಜು (+5V)
ಪಿನ್ 2: ನೆಲ (GND)
ಪಿನ್ 3: ಸಿಗ್ನಲ್ ಎ
ಪಿನ್ 4: ಸಿಗ್ನಲ್ ಬಿ
ಪಿನ್ 5: ಸೂಚ್ಯಂಕ ಪಲ್ಸ್ (Z ಸಿಗ್ನಲ್)
ಪಿನ್ 6–9: ಕಸ್ಟಮ್ ಕಾನ್ಫಿಗರೇಶನ್ಗಳಿಗಾಗಿ ಕಾಯ್ದಿರಿಸಲಾಗಿದೆ.
ಕನೆಕ್ಟರ್ ಪ್ರಕಾರ:9-ಪಿನ್ D-SUB, ಸಿಸ್ಟಮ್ ವಿನ್ಯಾಸವನ್ನು ಅವಲಂಬಿಸಿ ಪುರುಷ ಅಥವಾ ಸ್ತ್ರೀ.
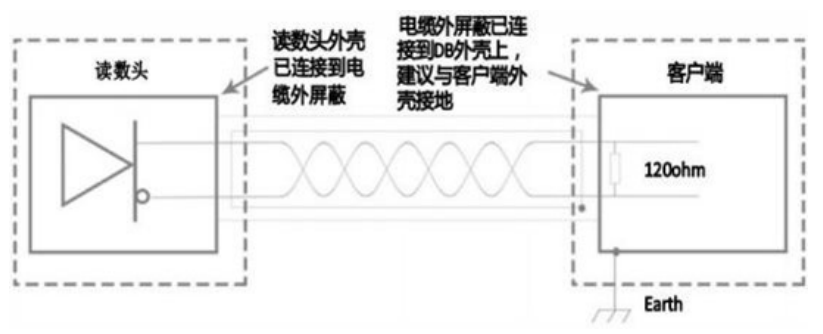
6. ವಿದ್ಯುತ್ ವೈರಿಂಗ್ ರೇಖಾಚಿತ್ರ
ವಿದ್ಯುತ್ ವೈರಿಂಗ್ ರೇಖಾಚಿತ್ರವು ಉಕ್ಕಿನ ಬೆಲ್ಟ್ ಗ್ರ್ಯಾಟಿಂಗ್ ಮತ್ತು ಸಿಸ್ಟಮ್ ನಿಯಂತ್ರಕದ ನಡುವಿನ ಸಂಪರ್ಕಗಳನ್ನು ವಿವರಿಸುತ್ತದೆ:
ವಿದ್ಯುತ್ ಸರಬರಾಜು:+5V ಮತ್ತು GND ಲೈನ್ಗಳನ್ನು ನಿಯಂತ್ರಿತ ವಿದ್ಯುತ್ ಮೂಲಕ್ಕೆ ಸಂಪರ್ಕಪಡಿಸಿ.
ಸಿಗ್ನಲ್ ಲೈನ್ಗಳು:ಸಿಗ್ನಲ್ ಎ, ಸಿಗ್ನಲ್ ಬಿ ಮತ್ತು ಇಂಡೆಕ್ಸ್ ಪಲ್ಸ್ ಅನ್ನು ನಿಯಂತ್ರಣ ಘಟಕದಲ್ಲಿನ ಅನುಗುಣವಾದ ಇನ್ಪುಟ್ಗಳಿಗೆ ಸಂಪರ್ಕಿಸಬೇಕು.
ರಕ್ಷಾಕವಚ:ವಿದ್ಯುತ್ಕಾಂತೀಯ ಹಸ್ತಕ್ಷೇಪವನ್ನು ತಡೆಗಟ್ಟಲು ಕೇಬಲ್ ಶೀಲ್ಡ್ನ ಸರಿಯಾದ ಗ್ರೌಂಡಿಂಗ್ ಅನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ.
7. ಅನುಸ್ಥಾಪನಾ ಮಾರ್ಗಸೂಚಿಗಳು
*ಅನುಸ್ಥಾಪನಾ ಮೇಲ್ಮೈ ಸ್ವಚ್ಛವಾಗಿದೆ, ಸಮತಟ್ಟಾಗಿದೆ ಮತ್ತು ಕಸದಿಂದ ಮುಕ್ತವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ.
*ನಿಖರವಾದ ಸ್ಥಾನೀಕರಣಕ್ಕಾಗಿ ಶಿಫಾರಸು ಮಾಡಲಾದ ಆರೋಹಿಸುವಾಗ ಆವರಣಗಳು ಮತ್ತು ಜೋಡಣೆ ಸಾಧನಗಳನ್ನು ಬಳಸಿ.
*ಯಾವುದೇ ತಿರುವುಗಳು ಅಥವಾ ಬಾಗುವಿಕೆಗಳಿಲ್ಲ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು, ಅಳತೆ ಅಕ್ಷದೊಂದಿಗೆ ಗ್ರ್ಯಾಟಿಂಗ್ ಅನ್ನು ಜೋಡಿಸಿ.
*ಅನುಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ ತೈಲ ಅಥವಾ ನೀರಿನಂತಹ ಮಾಲಿನ್ಯಕಾರಕಗಳಿಗೆ ಒಡ್ಡಿಕೊಳ್ಳುವುದನ್ನು ತಪ್ಪಿಸಿ.
8. ಕಾರ್ಯಾಚರಣೆಯ ಸೂಚನೆಗಳು
*ಬಳಕೆಗೆ ಮೊದಲು ಸರಿಯಾದ ಜೋಡಣೆ ಮತ್ತು ಮಾಪನಾಂಕ ನಿರ್ಣಯವನ್ನು ದೃಢೀಕರಿಸಿ.
*ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ತುರಿಯುವಿಕೆಯ ಮೇಲೆ ಅತಿಯಾದ ಬಲವನ್ನು ಪ್ರಯೋಗಿಸುವುದನ್ನು ತಪ್ಪಿಸಿ.
*ಓದುವಿಕೆಯಲ್ಲಿ ಯಾವುದೇ ವಿಚಲನವನ್ನು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಿ ಮತ್ತು ಅಗತ್ಯವಿರುವಂತೆ ಮರು ಮಾಪನಾಂಕ ನಿರ್ಣಯಿಸಿ.
9. ನಿರ್ವಹಣೆ ಮತ್ತು ದೋಷನಿವಾರಣೆ
ನಿರ್ವಹಣೆ:
*ಮೃದುವಾದ, ಲಿಂಟ್-ಮುಕ್ತ ಬಟ್ಟೆ ಮತ್ತು ಆಲ್ಕೋಹಾಲ್ ಆಧಾರಿತ ಕ್ಲೀನರ್ ಬಳಸಿ ಗ್ರ್ಯಾಟಿಂಗ್ ಮೇಲ್ಮೈಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಿ.
*ಭೌತಿಕ ಹಾನಿ ಅಥವಾ ತಪ್ಪು ಜೋಡಣೆಗಾಗಿ ನಿಯತಕಾಲಿಕವಾಗಿ ಪರಿಶೀಲಿಸಿ.
*ಸಡಿಲವಾದ ಸ್ಕ್ರೂಗಳನ್ನು ಬಿಗಿಗೊಳಿಸಿ ಅಥವಾ ಸವೆದುಹೋದ ಘಟಕಗಳನ್ನು ಬದಲಾಯಿಸಿ.
ನಿವಾರಣೆ:
*ಅಸಮಂಜಸ ಅಳತೆಗಳಿಗಾಗಿ, ಜೋಡಣೆಯನ್ನು ಪರಿಶೀಲಿಸಿ ಮತ್ತು ಮರು ಮಾಪನಾಂಕ ನಿರ್ಣಯಿಸಿ.
*ಆಪ್ಟಿಕಲ್ ಸೆನ್ಸರ್ಗಳು ಅಡೆತಡೆಗಳು ಅಥವಾ ಮಾಲಿನ್ಯದಿಂದ ಮುಕ್ತವಾಗಿವೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ.
*ಸಮಸ್ಯೆಗಳು ಮುಂದುವರಿದರೆ ತಾಂತ್ರಿಕ ಬೆಂಬಲವನ್ನು ಸಂಪರ್ಕಿಸಿ.
10. ಅರ್ಜಿಗಳು
ಉಕ್ಕಿನ ಬೆಲ್ಟ್ ಗ್ರ್ಯಾಟಿಂಗ್ ಅನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಈ ಕೆಳಗಿನವುಗಳಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ:
*ಸಿಎನ್ಸಿ ಯಂತ್ರ ಮತ್ತು ಯಾಂತ್ರೀಕರಣ.
*ರೊಬೊಟಿಕ್ ಸ್ಥಾನೀಕರಣ ವ್ಯವಸ್ಥೆಗಳು.
* ಕೈಗಾರಿಕಾ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಗಳು.




-

ದೂರವಾಣಿ
-

ಇ-ಮೇಲ್
-

ವಾಟ್ಸಾಪ್
ವಾಟ್ಸಾಪ್

-

ವೀಚಾಟ್

-

ಟಾಪ್




